

锻造件-羊角轴锻造件-富坤锻造
来源:本站 时间:2023-09-16 10:11:00 浏览:1
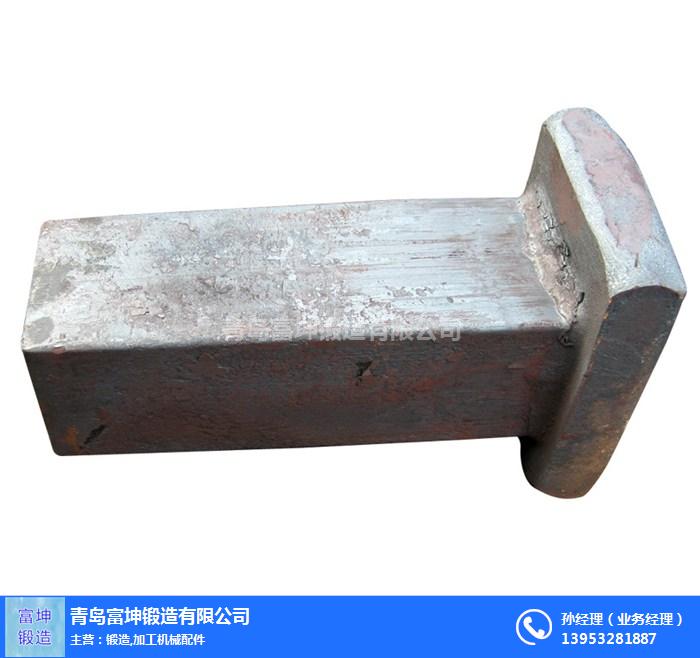
锻造件-羊角轴锻造件-富坤锻造:
所谓“锻”就是把金属放在火里烧,然后用锤子打。而锻件就是经锻造制成的毛坯或工件。锻造具有其他加工制造方式所无法替代的优势和优点,但过这个程中锻件上总避免不了多多少少会出现一点问题。这些问题包括外在和内在的质量不合要求的各种大小毛病锻件的缺陷主要有:残留铸造组织、折叠、流线不顺、涡流、穿流、穿肋、断裂等。所谓残留铸造组织就是在锻造过程中材料锻造变形量不足,或者在锻造时锻造面单一造成某些面附近的死角锻造不足变形量较小。



自由锻件的弯曲-------
【弯曲】采用一定的工模具将坯料弯成所规定的外形的锻造工序,称为弯曲。
常用的弯曲方法有以下两种:
1、 锻锤压紧弯曲法。 坯料的一端被上、下砧压紧,用大锤打击或用吊车拉另一端,使其弯曲成形。
2、模弯曲法。在垫模中弯曲能得到形状和尺寸较准确的小型锻件。切割】是指将坯料分成几部分或部分地割开,或从坯料的外部割掉一部分,或从内部割出一部分的锻造工序。


镦粗的操作要求
1、镦粗操作前要熟悉锻造工艺。
2、根据不同的镦粗方法、锻件形状和尺寸、工艺规定的变形要
求及操作安全要求等,正确地选用合适的工具,并对工具仔细检查,
将无裂纹、伤痕缺陷的工具吊运到生产设备旁。
3、水压机镦粗大型坯料的立料方法,一般都采用吊钳立料,当
无合适的吊钳或对大型钢锭坯料立料时则采用镦粗板链立料,镦粗前应根据坯料质量和直径选择合适的吊钳或镦粗板链。
4、镦粗时应将坯料垂直放置,若坯料端面不平,立不垂直,可
用上砧压住坯料,移动工作台或在偏斜方向下端处加热,使坯料垂
直。
5、若墩粗后还需拔长,则墩粗高度应考虑拔长的可能性,即不
能镦得太矮。
6、中间墩粗时坯料中心应与两漏盘中心对准,上漏盘应放平稳,
轻压(击)检查无误后再重压(击)使坯料中间墩粗成形。
7、在锻锤上、下平砧间墩粗时,为了防止墩粗时坯料产生歪斜,
使其变形均匀,需用夹钳边锤击边转动坯料

下一篇:下一篇:锻造件-富坤锻造件-锻造件材质
