

文山齿圈锻件、富坤锻造(在线咨询)、加工齿圈锻件厂
文山齿圈锻件、富坤锻造(在线咨询)、加工齿圈锻件厂:
锻件与铸件相比有什么特点
金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
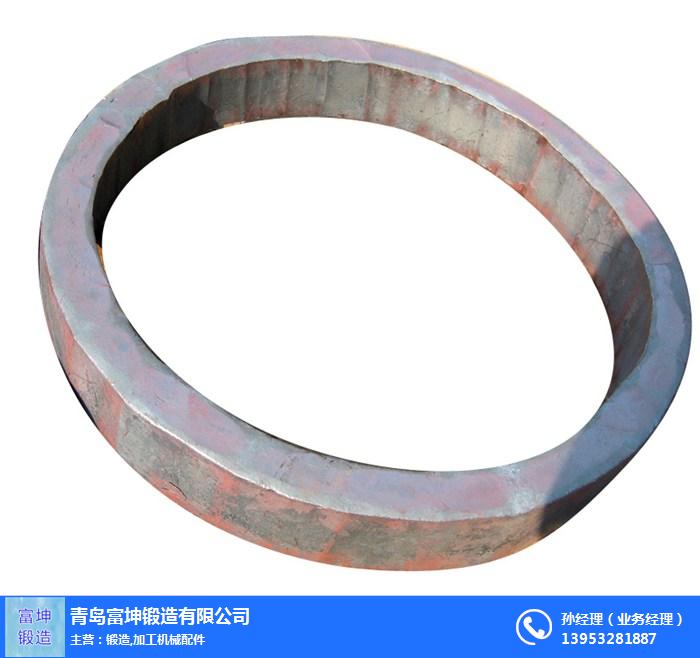
青岛富坤锻造有限公司主要锻造环形锻件及A3、45#、40Cr、T8、T10、Cr12、不锈钢、GCr15、65Mn、CrWMn、3Cr2W8V、H13铜铝各种特殊钢材的锻件,公司设备先进,技术一流,规格齐全,产品也可根据客户要求来样加工,质量保证,交货及时。公司具有30多年的生产经验,技术力量雄厚,多年以来一直加强企业内部管理,坚持以产品质量求生存,以生产效益求发展。
锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:
?限制锻造力形式:油压直接驱动滑块的油压机。
?准冲程限制方式:油压驱动曲柄连杆机构的油压机。
?冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机。
?能量限制方式:利用螺旋机构的螺旋和磨擦压力机。
青岛富坤锻造有限公司主要锻造环形锻件及A3、45#、40Cr、T8、T10、Cr12、不锈钢、GCr15、65Mn、CrWMn、3Cr2W8V、H13铜铝各种特殊钢材的锻件,公司设备先进,技术一流,规格齐全,产品也可根据客户要求来样加工,质量保证,交货及时。公司具有30多年的生产经验,技术力量雄厚,多年以来一直加强企业内部管理,坚持以产品质量求生存,以生产效益求发展。
自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6.切割 分割坯料或切除料头的锻造工序。
下一篇:下一篇:富坤锻造(图),齿圈锻件加工,苏州齿圈锻件
