

德州锻造件-富坤锻造供应商-汽车配件锻造件
来源:本站 时间:2023-12-20 14:34:54 浏览:1
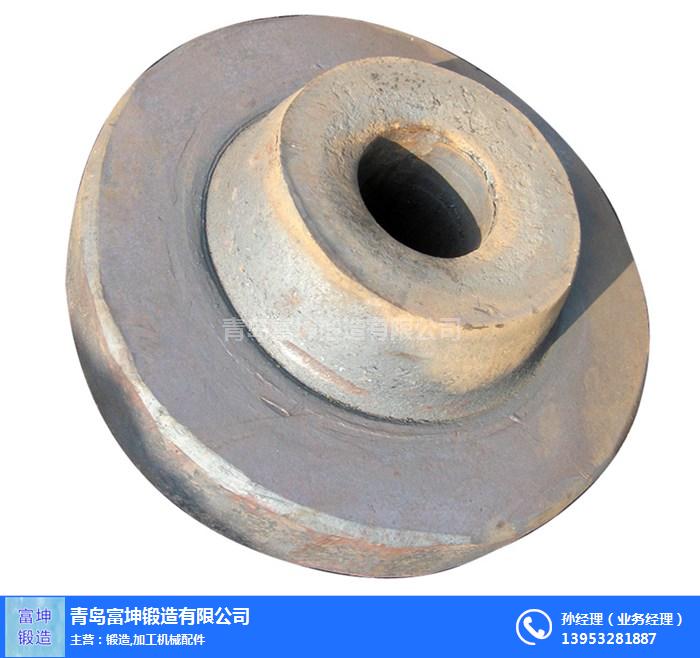
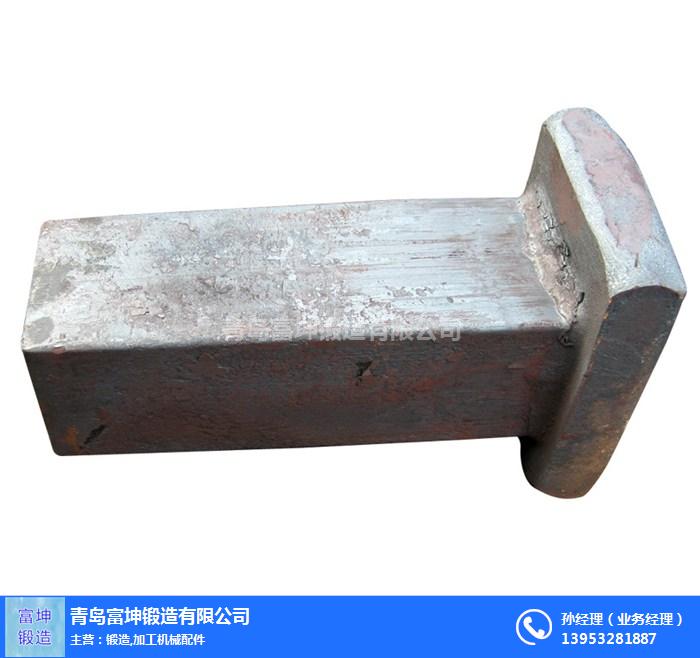
德州锻造件-富坤锻造供应商-汽车配件锻造件:
自由锻造--------自由锻造所用工具和设备简单,通用性好,成本低。 同铸造毛坯相比,自由锻消除了缩孔、 缩松、气孔等缺陷,使毛坯具有更高的力学性能。锻件形状简单,操作灵活。因此,它在重型机器及重要零件的制造上有特别重要的意义自由锻造分手工自由锻和机器自由锻。
手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产。
在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用



弯曲的操作要求
1 )为保证锻件质量,坯料加热部分不宜过长,只加热弯曲部分,并且加热要均匀。
2 )锻件需多处弯曲时,一般弯曲顺序是,首先弯
锻件的端部,其次弯与直线相连的部
分,然后再弯其余部分。
3 )弯曲时,坯料外侧产生拉缩,内侧产生皱褶,
使截面积缩小,因此在制坯时将弯曲
部分截面积适当增大并锻出凸肩,或者选用截面积稍大
的坯料,弯曲后再拔长其余部分至锻
件尺寸。

拔长操作要求
1 )长坯料和钢锭拔长应从中间开始向两端拔,
以保持平衡和将缺陷挤到两端去。
2 )钢锭经轻压倒棱后,立即在高温下采用大
送进量和大压下量拔长,以有利锻合内部
缺陷。
3 )拔长时坯料每次送进量l不得小于单边压下
量
否则会产生
折叠缺陷
4 )平砧拔长过程中应注意中间截面的高径比应
小于2.5。
5 )沿坯料对角线锻压时应轻锻,以免心部产生
裂纹
6 )在上、下平砧上将大截面坯科拔成小直径锻
件时,应先拔成正方形或六角形截面,至接近锻件
尺寸后再倒棱、滚圆。小型锻件倒棱后还可用摔子
整理形状
7 )拔长后应沿全长修整、校直,达到表面平整
光洁,轴心线不弯曲。修苗时送进量要大。
上一篇:威海锻造件-叉车锻造件-富坤锻造
下一篇:下一篇:青岛富坤锻造(图)-锻造件热处理工艺-东营锻造件
