

富坤锻造(图)-锻造件工艺-锻造件
来源:本站 时间:2023-12-20 17:10:35 浏览:1
富坤锻造(图)-锻造件工艺-锻造件:
锻造的种类和特点:当温度超过300--400度(钢的蓝脆区)达到700--800度时,变形阻力将急剧减少,变形也能得到很大改善,根据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻,温锻,热锻三个成形温度区域。青岛富坤锻造有限公司服务宗旨-----诚信服务,方能与客户取得合作,更多资源请到富坤锻造来参观




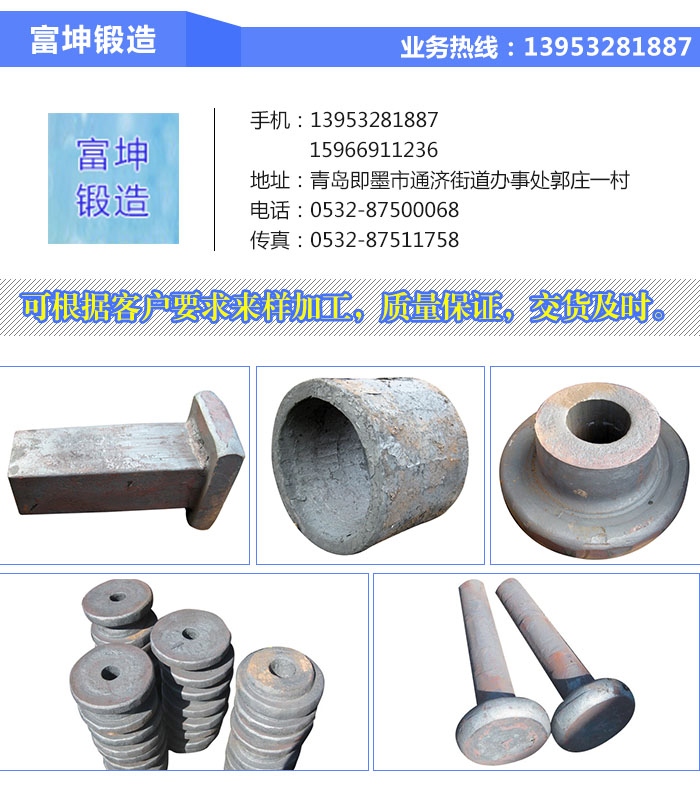
自由锻造的镦粗形式------2、 端部镦粗。将坯料加热后,一端放在漏盘或胎模内,限制这一部分的塑性变形,然后锤击坯料的另一端, 使之镦粗成形。用漏盘的镦粗方法, 多用于小批量生产;胎模镦粗的方法, 多用于大批量生产。3、 中间镦粗。这种方法用于锻造中间断面大,两端断面小的锻件,例如双面都有凸台的齿轮坯就采用此法锻造。坯料镦粗前,需先将坯料两端拔细,然后使坯料直立在两个漏盘中间进行锤击,使坯料中间部分镦粗。
 自由锻造的冲孔-------
自由锻造的冲孔-------
【冲孔】是在坯料上冲出透孔或不透孔的锻造工序。 冲孔的方法主要有以下两种:
1、双面冲孔法。用冲头在坯料上冲至2/3~3/4深度时,取出冲头,翻转坯料,再用冲头从反面对准位置,冲出孔来。
2、单面冲孔法。厚度小的坯料可采用单面冲孔法。冲孔时,坯料置于垫环上,一略带锥度的冲头大端对准冲孔位置,用锤击方法打入坯料,直至孔穿透为止。

上一篇:锻造件-富坤锻造件-锻造件报价
下一篇:下一篇:滨州锻造件-富坤锻造(推荐商家)-摩托车锻造件
