

富坤锻造(图)-锻造件法兰-锻造件
来源:本站 时间:2024-01-05 17:02:12 浏览:1
富坤锻造(图)-锻造件法兰-锻造件:
锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提。第Ⅰ类——主体轴线立置于模膛成形,水平方向二维尺寸相近(圆形/回转体居多、方形或近似形状)的锻件。该类锻件模锻时通常会用到镦粗工步。根据成形难度差异细分为3组。Ⅰ-1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮。Ⅰ-2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等。Ⅰ-3组:以复合挤压方式成形的锻件,如轮毂轴等。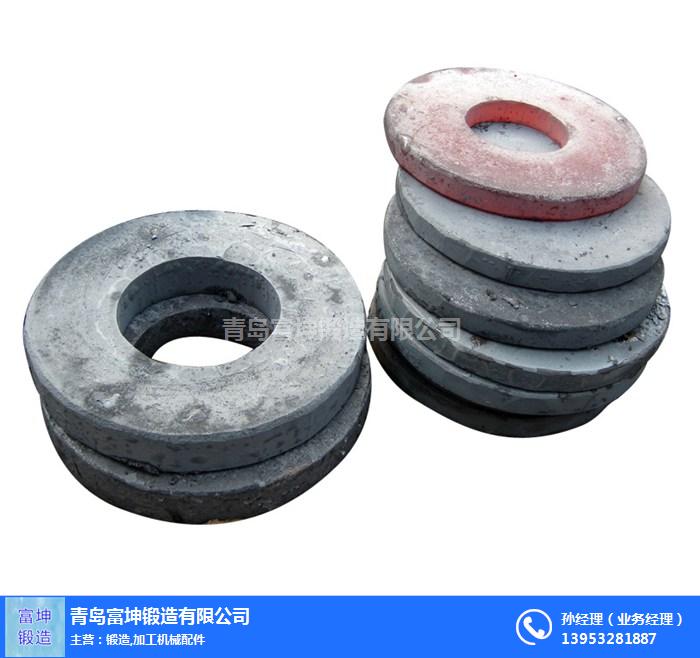
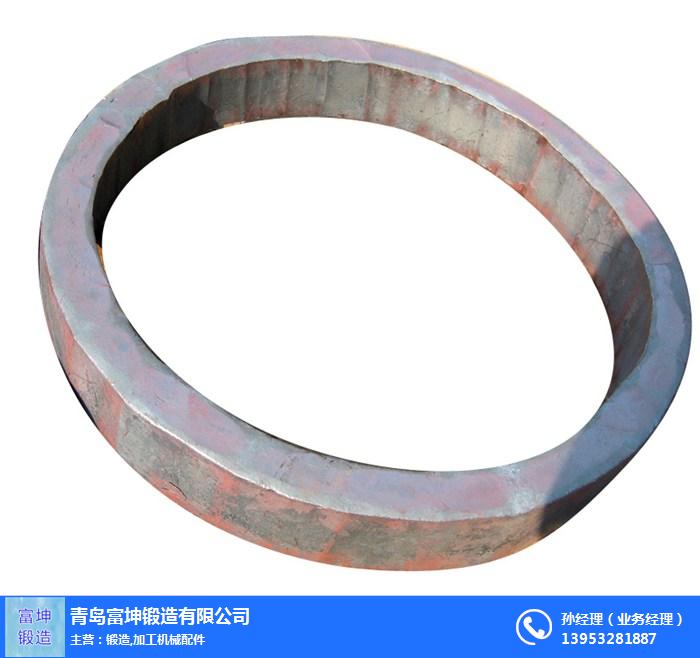



【错移】是指将坯料的一部分相对另一部分平行错开一段距离,但仍保持轴心平行的的锻造工序,常用于锻造曲轴零件。错移时,先对坯料进局部切割,然后在切口两侧分别施加大小相等、方法相反且垂直于轴线的冲击力或压力,使坯料实现错移。【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序。锻接的方法有搭接、对接、咬接等。锻接后的接缝强度可达被连接材料强度的70%~80%。


冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
上一篇:锻造件-富坤锻造件-锻造件法兰
下一篇:下一篇:烟台锻造件-富坤锻造(推荐商家)-锻造件法兰
