

富坤锻造厂家(图)-汽车门铰链锻造件-锻造件
来源:本站 时间:2024-02-09 09:56:19 浏览:1
富坤锻造厂家(图)-汽车门铰链锻造件-锻造件:
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。青岛富坤锻造有限公司欢迎您




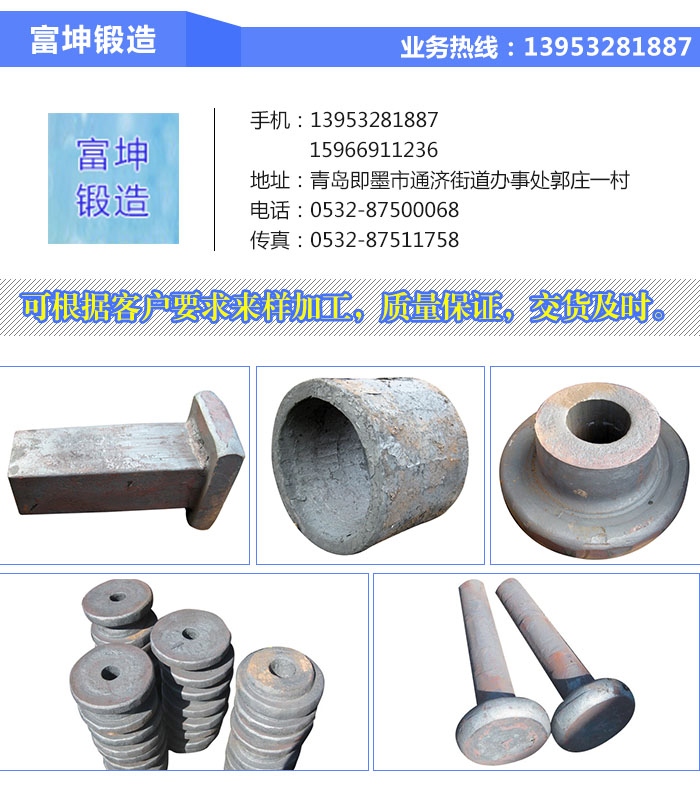
自由锻造的工序-------【镦粗】是使毛坯高度减小,横断面积增大的锻造工序。 镦粗工序主要用于锻造齿轮坯、圆饼类锻件。镦粗工序可以有效地改善坯料组织,减小力学性能的异向性。 镦粗与拔长的反复进行,可以改善高合金工具钢中碳化物的形态和分布状态。镦粗主要有以下三种形式: 1) 完全镦粗。完全镦粗是将坯料竖直放在砧面上, 在上砧的锤击下, 使坯料产生高度减小,横截面积增大的塑性变形。

镦粗的操作要求
1、镦粗操作前要熟悉锻造工艺。
2、根据不同的镦粗方法、锻件形状和尺寸、工艺规定的变形要
求及操作安全要求等,正确地选用合适的工具,并对工具仔细检查,
将无裂纹、伤痕缺陷的工具吊运到生产设备旁。
3、水压机镦粗大型坯料的立料方法,一般都采用吊钳立料,当
无合适的吊钳或对大型钢锭坯料立料时则采用镦粗板链立料,镦粗前应根据坯料质量和直径选择合适的吊钳或镦粗板链。
4、镦粗时应将坯料垂直放置,若坯料端面不平,立不垂直,可
用上砧压住坯料,移动工作台或在偏斜方向下端处加热,使坯料垂
直。
5、若墩粗后还需拔长,则墩粗高度应考虑拔长的可能性,即不
能镦得太矮。
6、中间墩粗时坯料中心应与两漏盘中心对准,上漏盘应放平稳,
轻压(击)检查无误后再重压(击)使坯料中间墩粗成形。
7、在锻锤上、下平砧间墩粗时,为了防止墩粗时坯料产生歪斜,
使其变形均匀,需用夹钳边锤击边转动坯料

下一篇:下一篇:莱芜锻造件-富坤锻造(推荐商家)-叉车锻造件
