

锻造件-大型锻造件-富坤锻造厂家
锻造件-大型锻造件-富坤锻造厂家:

 金属的组织结构不同,其锻造性能有很大差别。由单一固溶
金属的组织结构不同,其锻造性能有很大差别。由单一固溶
体组成的合金,具有良好的塑性,其锻造性能也较好。若含有多种合金而组成不同性能
的组织结构,则塑性降低,锻造性能较差。
另外,一般来说,面心立方和体心立方结构的金属比密排六方结构的金属塑性好。
金属组织内部有缺陷,如铸锭内部有疏松、气孔等缺陷,将引起金属的塑性下降,锻造



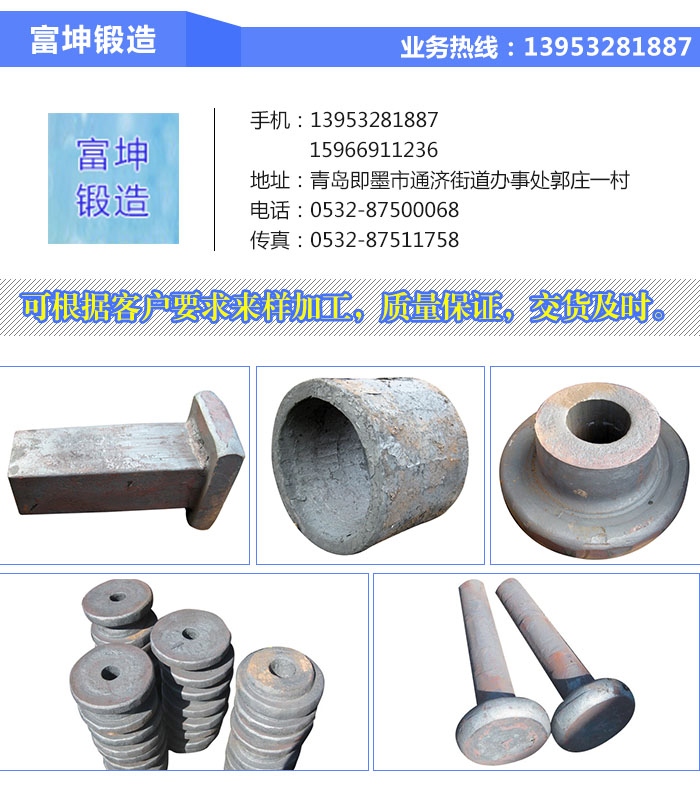
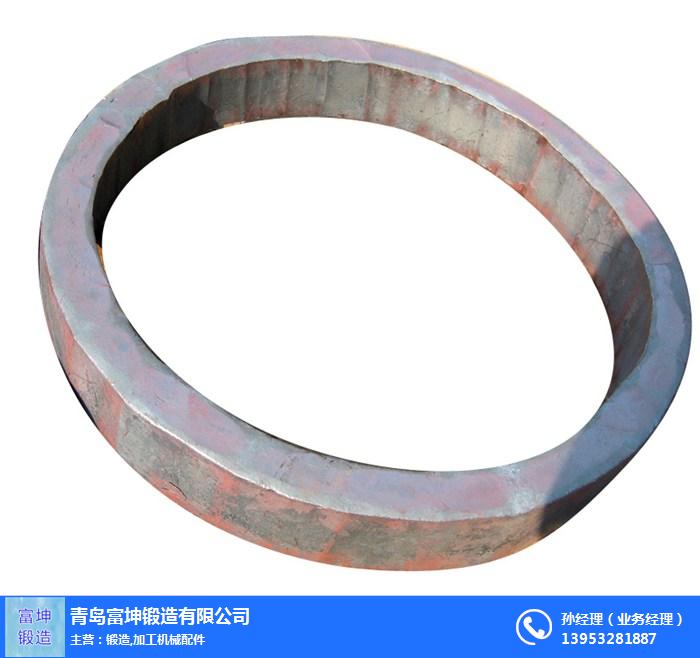
法兰产品介绍:法兰(Flange)又叫法兰盘或突缘。法兰是使管子与管子及和阀门相互连接的零件,连接于管端,法兰间用衬垫密封,法兰分螺纹连接(丝接)法兰和焊接法兰及卡套法兰,法兰上有孔眼,螺栓使两法兰紧连。青岛富坤锻造有限公司主要锻造环形锻件及A3、45#、40Cr、T8、T10、Cr12、不锈钢、GCr15、65Mn、CrWMn、3Cr2W8V、H13铜铝各种特殊钢材的锻件,质量保证,交货及时

冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
上一篇:富坤锻造厂家-60号钢锻造件有砂眼吗-上海60号钢锻造件
下一篇:下一篇:锻造件-富坤锻造件-锻造件材质
