

青岛富坤锻造(图)-锻造件报价-潍坊锻造件
青岛富坤锻造(图)-锻造件报价-潍坊锻造件:
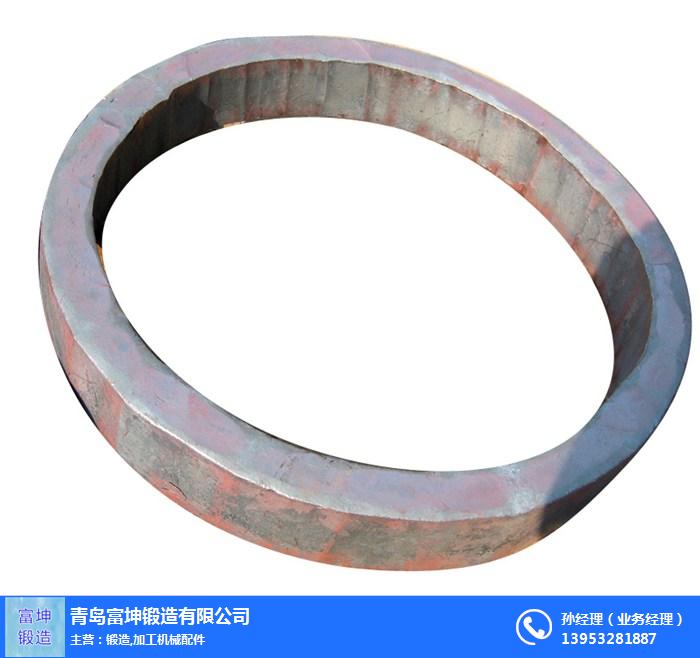
大型锻件分为大型模锻件、大型自由锻件、环件和大口径厚壁无缝管件。使用1000吨以上自由锻液压机或3吨以上自由锻锤生产的自由锻件为大型自由锻件。6000吨以上模锻压力机、8000吨以上模锻液压机或10吨以上模锻锤生产的模锻件为大型模锻件。大型锻件行业是将废钢、生铁及合金材料通过熔炼、锻造、热处理、机械加工工序将其制成与相关产业配套的关键重要部件产品的制造行业。



冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
镦粗的操作要求
1、镦粗操作前要熟悉锻造工艺。
2、根据不同的镦粗方法、锻件形状和尺寸、工艺规定的变形要
求及操作安全要求等,正确地选用合适的工具,并对工具仔细检查,
将无裂纹、伤痕缺陷的工具吊运到生产设备旁。
3、水压机镦粗大型坯料的立料方法,一般都采用吊钳立料,当
无合适的吊钳或对大型钢锭坯料立料时则采用镦粗板链立料,镦粗前应根据坯料质量和直径选择合适的吊钳或镦粗板链。
4、镦粗时应将坯料垂直放置,若坯料端面不平,立不垂直,可
用上砧压住坯料,移动工作台或在偏斜方向下端处加热,使坯料垂
直。
5、若墩粗后还需拔长,则墩粗高度应考虑拔长的可能性,即不
能镦得太矮。
6、中间墩粗时坯料中心应与两漏盘中心对准,上漏盘应放平稳,
轻压(击)检查无误后再重压(击)使坯料中间墩粗成形。
7、在锻锤上、下平砧间墩粗时,为了防止墩粗时坯料产生歪斜,
使其变形均匀,需用夹钳边锤击边转动坯料

下一篇:下一篇:bc锻造件-bc锻造件用什么材质好-富坤锻造供应商
