

富坤锻造厂家(图)-锻造件加工-锻造件
富坤锻造厂家(图)-锻造件加工-锻造件:
大型锻件的工艺-----墩粗工艺,在大型锻件的自由锻生产中,墩粗是一个非常主要的变形工序。墩粗工艺参数的合理选择,对大锻件的质量起着决定性的作用。反复的墩拔不但可以提高胚料的锻造比,同时也可以破碎合金钢中的碳化物,达到均匀分布的目的,还可以提高锻件的横向力学性能,减小力学性能的异向性。大型饼类锻件和宽板锻件都是以墩粗为主要变形





锻造用料除了通常的材料,如各种成分的碳素钢和合金钢,
其次是铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变
形合金也采用锻造或轧制方式完成。
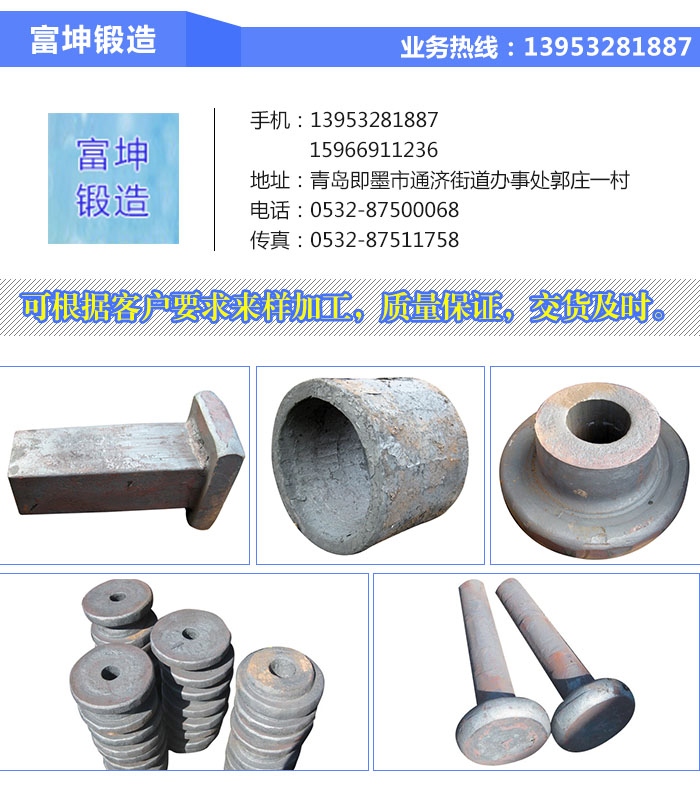
锻件在石油化工设备中有着广泛的应用。
如球形储罐的人孔、
法兰,
换热器所需的各种
管板、对焊法兰催化裂化反应器的整锻筒体(压力容器)
,加氢反应器所用的筒节,化肥设
备所需的顶盖、底盖、封头等均是锻件。


冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
下一篇:下一篇:聊城锻造件-富坤锻造(推荐商家)-小型不锈钢锻造件厂商
