

锻造件-富坤锻造供应商-锻造件退火后硬度要求
来源:本站 时间:2024-11-07 11:06:06 浏览:1
锻造件-富坤锻造供应商-锻造件退火后硬度要求:
【错移】是指将坯料的一部分相对另一部分平行错开一段距离,但仍保持轴心平行的的锻造工序,常用于锻造曲轴零件。错移时,锻造件,先对坯料进局部切割,然后在切口两侧分别施加大小相等、方法相反且垂直于轴线的冲击力或压力,锻造件的材质有哪些,使坯料实现错移。【锻接】是将坯料在炉内加热至高温后,用锤快击,使两者在固态结合的锻造工序。锻接的方法有搭接、对接、咬接等。锻接后的接缝强度可达被连接材料强度的70%~80%。




大型锻件按其用途可分为以下几种:飞机锻件、柴油机锻件、船用锻件、阀块锻件、石油化工锻件、矿山锻件、锻件、火电锻件和水电锻件。青岛富坤锻造有限公司具有30多年的生产经验,技术力量雄厚,多年以来一直加强企业内部管理,车削锻造件,坚持以产品质量求生存,以生产效益求发展,不断适用市场变化,细化专业市场,用好核心资源,提供产品


冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,锻造件加工,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
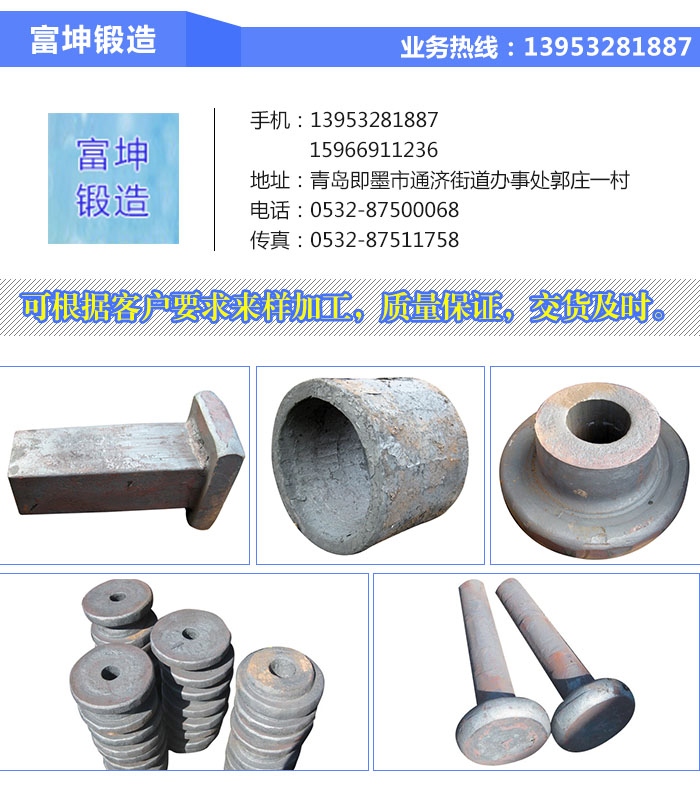
车削锻造件-锻造件-富坤锻造供应商由青岛富坤锻造有限公司提供。青岛富坤锻造有限公司位于青岛即墨市通济街道办事处郭庄一村。在市场经济的浪潮中拼博和发展,目前富坤锻造在锻件中享有良好的声誉。富坤锻造取得商盟认证,我们的服务和管理水平也达到了一个新的高度。富坤锻造全体员工愿与各界有识之士共同发展,共创美好未来。
下一篇:下一篇:富坤锻造厂家(图)-锻造件工艺-锻造件
